- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Maison > Des produits > Transformateur électrique > Transformateur monté sur poteau > 500 Kva 11 transformateur monté sur poteau de 0,415 Kv


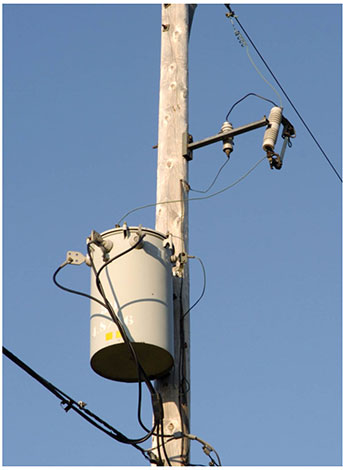
500 Kva 11 transformateur monté sur poteau de 0,415 Kv
Sur le marché international de la demande électrique, nous avons pu constater que le transformateur monté sur poteau de 500 kva 11 0,415 kv est une solution possible, notamment en Afrique. Conso Electrical Technology and Science Co., Ltd. est l'un des fabricants experts en Chine, qui a la qualification pour participer à l'ouverture des appels d'offres pour les transformateurs montés sur poteau de la State Grid Corporation of China. L'entreprise pourrait produire plus de 150 transformateurs montés sur poteau de 500 kva 11 0,415 kv en 30 jours, chaque transformateur monté sur poteau subissant les tests requis pour garantir la conformité aux spécifications. Nous souhaitons que notre service et nos transformateurs montés sur poteau puissent servir dans le réseau électrique de votre pays.
envoyer une demande
Description du produit
Vidéo
Transformateur sur poteau 500 kva 11 0,415 kv Fonctionnement économique :
I. Réduire les pertes à vide
(1) Utilisation de bandes d'acier au silicium haute performance ou d'alliages amorphes et de joints à recouvrement étagé.
(2) Améliorer la structure du noyau de fer et les processus de fabrication pour réduire le coefficient de processus.
(3) Éviter d'empiler des jougs en fer, ne pas peindre des bandes d'acier au silicium et contrôler les bavures de cisaillement à moins de 0,02 mm.
II. Réduire les pertes de charge
(1) Utilisation de fils machine en cuivre sans oxygène avec une conductivité électrique plus élevée que le cuivre électrolytique pour améliorer le coefficient de conductivité électrique.
(2) Réduire la densité de courant de manière appropriée, améliorer la structure d'isolation, utiliser des demi-conduits d'huile, des composants d'isolation préfabriqués, une transposition complète de l'enroulement, un emballage d'enroulement intégré, du fil et du papier auto-adhésifs, réduire le volume d'isolation, augmenter le facteur de remplissage de l'enroulement et minimiser les dimensions de l'enroulement. grâce à une conception optimisée.
III. Réduire les pertes dans d'autres composants
(1) Améliorer la structure du noyau de fer pour contrôler le flux magnétique parasite dans l'enroulement, en ajustant l'équilibre ampère-tour pour réduire les pertes parasites dans des composants tels que les réservoirs de pétrole.
(2) Remplacement des radiateurs de type tuyau par des réservoirs d'huile ondulés, des radiateurs à ailettes ou des caloducs, et utilisation de nouveaux radiateurs structurels pour améliorer l'efficacité de la dissipation thermique.
(3) Utilisation de ventilateurs en plastique améliorés pour une efficacité améliorée et une réduction du bruit.
(4) Utiliser un blindage magnétique ou un blindage électrique pour réduire les pertes parasites dans les réservoirs de pétrole et utiliser des matériaux non magnétiques pour le regroupement ou des barrières de flux afin de minimiser les pertes parasites.
IV. Utiliser les caractéristiques des machines de travail pour réduire les pertes
Si la capacité change en synchronisation avec la charge du transformateur, le phénomène de « surcapacité » peut être éliminé ou réduit, réduisant ainsi les pertes. Les fluctuations de tension se produisent en raison des variations de charge, ce qui entraîne le fonctionnement des machines en dehors de leur plage la plus efficace. Si la tension est ajustée en fonction des variations de charge, en maintenant les machines en fonctionnement proches de leur efficacité maximale, en maintenant l'équilibre des courants triphasés et en minimisant les harmoniques, la consommation d'énergie peut être réduite.
Transformateur monté sur poteau 500 kva 11 0,415 kv Paramètre :
| Capacité nominale: | 500 kVA ; |
| Mode: | S13-M-500 ou dépend ; |
| Tension primaire : | 11 000 V ; |
| Tension secondaire : | 0,415 kV ; |
| Aucune perte de chargement : | 480 W ±10 % ; |
| Perte de chargement : | 5 100 W ±10 % ; |
| Numéro de phase : | Trois phases; |
| Groupe vectoriel : | Dyn5, Dyn11, Yyn0 ; |
| Tension de tenue à la fréquence industrielle : | 35 kV ; |
| Tension de tenue aux chocs d'éclairage : | 75kV. |
Transformateur monté sur poteau CONSO·CN 500 kva 11 0,415 kv Détail :

Monté à l'avant
|

Monté sur le côté
|
Transformateur monophasé
|

Monté sur un seul poteau
|
Transformateur sur poteau CONSO·CN 500 kva 11 0,415 kv Atelier :
|
Atelier de bobinage |
Zone de séchage des serpentins |
Zone de remplissage d'huile |
Zone de produits finis |




Centre d'essai de transformateur monté sur poteau de 500 kva 11 0,415 kv :

Transformateur monté sur poteau de 500 kva 11 0,415 kv Équipement de production :
|
Four à transformateur |
Équipement de coulée |
Machine à enrouler les feuilles |



Transformateur monté sur poteau CONSO·CN 500 kva 11 0,415 kv Prêt à être expédié :

Méthode du paquet :
|
Boite en bois |
Structure d'acier |


Balises actives: Transformateur monté sur poteau 500 Kva 11 0,415 Kv, Chine, fabricants, usine, fournisseurs, prix, coût
Étiquette de produit
Catégorie associée
Transformateur immergé dans l'huile
Transformateur de type sec
Transformateur monté sur socle
Transformateur de puissance
Transformateur de distribution
Transformateur monté sur poteau
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.